



Trong quá trình sử dụng máy cắt gỗ cnc có thể sẽ mắc phải một số lỗi kỹ thuật mà không phải lúc nào bạn cũng có thể tìm ra được nguyên nhân và có cách xử lý kịp thời.
Trong bài viết dưới đây, Việt Hưng tổng hợp và chia sẻ với bạn 7 lỗi thường gặp của máy cnc và cách khắc phục kịp thời.
Nội dung chính
Dao bốc khói, cháy sản phẩm sơ khi dao chạy trên vật liệu
- Lỗi này là do khi sửa chữa Spindle (củ đục) bị quay ngược, hoặc là mũi dao khắc bị cùn, hoặc có thể do khi khắc quá sâu – chiều sâu phần khắc lớn hơn chiều dài của me dao cắt dẫn đến tạo ra ma sát rất lớn ở đầu mũi dao gây hiện tượng bốc khói, thậm chí gây cháy.

Lỗi này do khi sửa chữa Spindle bị quay ngược, hoặc là mũi dao khắc bị cùn. Nếu không để ý sẽ gây cháy
Nếu gặp phải lỗi trên chúng ta kiểm tra lại spindle (củ đục). Nếu spindle bị quay ngược thì phải đảo dây lại hoặc liên hệ kỹ thuật để được hỗ trợ.

Lỗi này cần phải kiểm tra Spindle có bị quay ngược hay không. Nếu không quay ngược thì có thể kiểm tra lại mũi dao.
- Nếu Spindle không bị quay ngược thì chúng ta thay mũi dao mới hoặc mài lại mũi (khi mài không nên để mũi tròn quá)
Gẫy mũi dao ở cổ dao
Gẫy mũi dao ở cổ dao
Gẫy dao trên cổ dao có nhiều nguyên nhân nhưng nguyên nhân lớn nhất là do đầu kẹp dao Collet dùng lâu bị mòn nên kẹp mũi khắc gỗ không chắc gây nên gẫy dao. Đầu kẹp Coller áo Collete dùng khoảng 1 năm thì nên thay để tránh bị gãy dao.

Kiểm tra đầu kẹp Collet và Áo Collet nếu bị mòn kẹp mũi dao không chắc gây nên gẫy dao.
Lưu ý: Khi mua ta nên mua luôn 1 cụm Collet lắp trong Áo Collet đầy đủ các kích thước dao luôn, khi thay đầu mũi có kích thước khác nhau ta chỉ thay dao mà không phải gỡ Collet ra khỏi áo Collet, tiện và sử dụng được lâu hơn.
Lỗi ncstudio
- Nguyên nhân: Kết nối từ Card điều khiển Ncstudio tới máy tính bị lỏng
- Cách khắc phục: Tháo card điều khiển Ncstudio V5 – V8 ra khỏi máy tính, làm vệ sinh sạch sẽ cả chân PCI ở máy tính. Sau khi đã làm sạch lại rồi ta cắm card trở lại máy tính một cách chắc chắn, vặn ốc để giữ chắc card V5 – V8 trên vỏ máy.

Phần mềm Ncstudio mở lên báo lỗi có thể do nhiều nguyên nhân, nên đọc kĩ hướng dẫn để khắc phục
Ta bật máy tính lên và vào lại phần mềm nếu vẫn bị lỗi thì ta cài lại phần mềm và cập nhật phần mềm lại từ card “dành cho tất cả các loại Card”
- Hỏng Card điều khiển Ncstudio hoặc máy tính bị lỗi:
Bạn lắp Card điều khiển Ncstudio sang một máy tính khác để thử lại, hoặc thay thế một card khác để thử. Hoặc liên hệ với bộ phận kĩ thuật – bảo hành máy của đơn vị phân phối máy bạn đã mua.
Một trục hoặc cả ba trục không hoạt động, di chuyển không bình thường
- Dây từ tủ điện đến động cơ bị đứt ngầm, chập chờn: Cần kiểm tra kỹ dây từ Driver điều khiển trong tủ điện đến động cơ servo/step. Khi sử dụng lâu ngày rất có thể dây tín hiệu bị hỏng hoặc đứt ngầm ta có thể dùng đồng hồ đo mạch để kiểm tra. Rút các giắc kết nối và cắm lại cẩn thận.
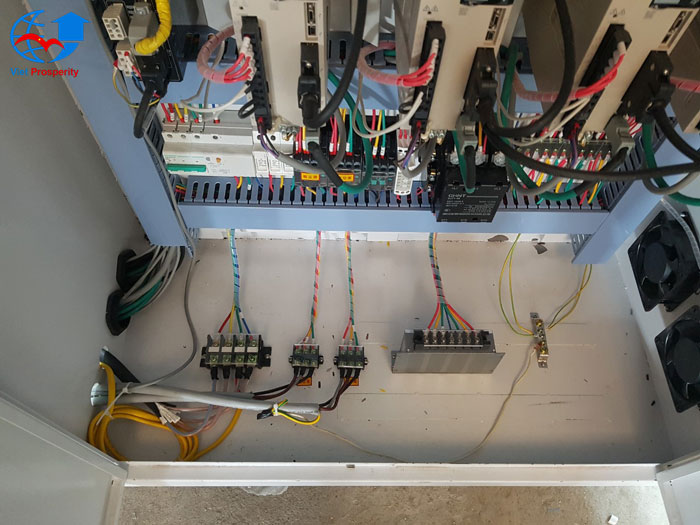
Ảnh – Kiểm tra dây từ tủ điện đến động cơ có bị đứt ngầm hay chập chờn không
- Lỗi driver máy cnc điều khiển động cơ đó bị hỏng: Khi bị lỗi trục nào ta tháo Driver điều khiển của trục khác sang để kiểm tra chéo, nếu máy chạy lại bình thường thì Driver điều khiển của trục đó bị hỏng cần thay thế.
- Động cơ Sever/ Step bị hỏng: ta cũng có thể tháo động cơ ra để kiểm tra, động cơ hoạt động lâu ngày có thể lỗi cuộn dây bên trong hoặc hỏng Encoder
Sản phẩm khắc ra có nền không đều, gập ghềnh
Nguyên nhân có thể:
- Dao vặn chưa chặt trong quá trình chạy dao bị tụt xuống
- Gỗi đỡ Vitme, khớp nối, bộ hộp số bánh răng nhựa bị vỡ hoặc rơ.
Cách khắc phục nhanh:
- Kiểm tra khớp nối ở đầu trục vitme có bị lỏng ốc hay vỡ không
- Kiểm tra đầu dây curoa từ động cơ đến đầu puley có bị chùng không, nếu chùng thì có thể tháo ốc ra căn chỉnh cho dây đai căng lên.

- Kiểm tra gối đỡ vitme có bị lỏng ốc hay không? Vòng bi gối đỡ có còn tốt không
- Phần mềm bị lỗi, máy tính có thể đã bị nhiễm virut
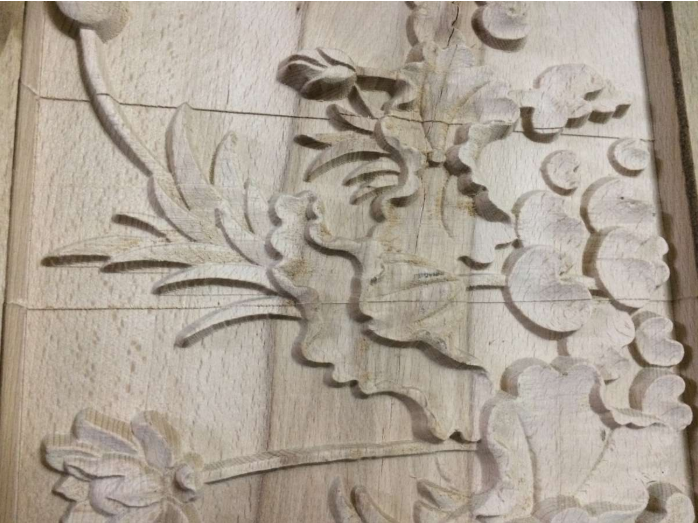
Lỗi – sản phẩm khắc ra không đồng đều, gập ghềnh có nhiều nguyên nhiên
Mất bước
Nguyên nhân: Động cơ bị lỗi bước
- Nếu máy khắc cnc của bạn sử dụng động cơ Step motor thì trong quá trình sử dụng lâu dài hoặc tốc độ cao có thể bị nóng lên và dẫn đến hiện tượng mất từ tính của các cực nam châm trong động cơ. Dẫn tới hiện tượng mất bước khi hoạt động.
- Bị mát điện vào máy hoặc nhiễu từ một thiết bị điện khác: Trong trường hợp này, cần nối đất cho máy khắc cnc và máy tính điều khiển để tránh hiện tượng xung nhiễu tín hiệu.

Sản phẩm khắc ra bị lỗi – do lỗi mất bước
Động cơ chính Spindle không quay
- Spindle có thể không chạy do cháy cuộn dây hoặc kẹt vòng bi bên trong
- Do nguồn điện cấp cho biến tần thấp dẫn tới biến tần báo lỗi và dừng Spindle
- Card điều khiển bị hỏng
- Dây tín hiệu bị đứt, dây nguồn từ biến tần đến Spindle bị chập
Trong trường hợp này bạn cần kiểm tra lại động cơ trục chính Spindle để xem chính xác lỗi là gì. Nếu không tự mình khắc phục được, hãy liên hệ lại với bộ phận kỹ thuật của đơn vị phân phối để được hỗ trợ và hướng dẫn khắc phục cụ thể.
(Bài viết có tham khảo thông tin của cncviethan.vn)
Mọi nhu cầu tìm hiểu về các máy chế biến gỗ công nghiệp tại Việt Hưng, quý khách vui lòng liên hệ:
CÔNG TY CỔ PHẦN ĐẦU TƯ CÔNG NGHỆ PHÁT TRIỂN VIỆT HƯNG
Địa chỉ: Số 8 – Liền kề 5A – Tiểu khu đô thị mới Vạn Phúc – Hà Đông – Hà Nội
Hotline: 0904.246. 222 - Điện thoại: 0246 652 2929
Email: ceo39viethung@gmail.com






